
Sıcak daldırma galvanizli boru
| Bir Youfa sıcak daldırma galvanizli çelik borunun 36 işlemden ve 203 kalite kontrol noktasından geçmesi gerekir. | ||||
| Youfa halkı her zaman ürün kalitesi ilkesine bağlı kalır, önemli değildir, kalite sorunlarına karşı sıfır tolerans tutumu derin bir kemik olmuştur. Tedarikçi seçiminden malzeme seçimine, üretimden kalite kontrolüne ve paketlemeye kadar kaliteyi sıkı bir şekilde kontrol ediyor ve müşterilerimizin ihtiyaçlarını karşılamak için elimizden gelenin en iyisini yapıyoruz. | ||||
| İşlem | Kontrol testi öğeleri | Algılama etkisini kontrol edin | Kontrol ve test bağlantıları | Kontrol muayene içeriği |
| 1 | Üretici seçimi | Hammadde üreticisi kalifikasyonunu ve ürün kalitesini sağlamak | Hammadde üreticisi değerlendirmesi | Tanınmış büyük yerli tedarikçilerden kalite, itibar ve diğer yönlerin kapsamlı değerlendirmesi, "kaliteli hammadde seçimi" elde etmek için hammadde tedariki |
| Hammadde seçimi | Dikişli boru üretiminin hammaddesi, kaynaklı borunun kalitesini doğrudan etkiler. | Skar kontrolü | Bobinin yüzeyinde "dil" veya "kireç", yapıştırılmış, düzensiz şekillendirilmiş yükseltilmiş metal levhalardan kaçının | |
| çatlak tespiti | Bobin plakasının yüzeyinde açık uçlu alt çatlaklardan kaçının | |||
| Kabarcık kontrolü | Bobin plakasının yüzeyinde veya içinde düzensiz dağılıma ve farklı boyutlara sahip dairesel plakanın pürüzsüz iç duvarında küçük deliklerden kaçının | |||
| Yüzey cüruf içermesinin denetimi | Bobin yüzeyinde metalik olmayan cüruftan kaçının | |||
| Çukur kontrolü | Bobin plakası yüzeyinde küçük, düzensiz şekilli çukurlardan ve yerel pürüzlü yüzeyden kaçının | |||
| Kontrol etmek için kesin | Bobin plakasının yüzeyinde düz ve ince oluk işaretlerinden kaçının | |||
| çizik kontrolü | Düz veya kavisli bobin yüzeyinde hafif çiziklerden kaçının | |||
| Girinti kontrolü | Farklı şekiller, boyutlar, süreksiz girintiler içeren bobin plakasının yüzeyinden kaçının | |||
| Silindir kontrolü | Basınç silindirinin hasar görmesini önlemek için, plakanın yüzeyinde periyodik olarak yükseltilmiş veya çökmüş işaretler görünür. | |||
| Paslı nokta kontrolü | Bobinin yüzeyinde sarı, sarı-yeşil veya kahverengi lekelerden kaçının | |||
| Ölçek denetimi | Bobin yüzeyinde aşırı kırmızı metal oksit tabakası alanından kaçının | |||
| Rüzgar şarkı kontrolü ile gitti | Bobinin uzunlamasına ve yatay yönünde bükülmesinden kaçının | |||
| Kontrol edilecek dalgalar | Bobinin tam uzunluğunun veya bir kısmının bükülme şeklinden, yatay yüzeyin yuvarlanma yönü boyunca, çıkıntılı (dalga tepe noktası) ve içbükey (dalga çukuru) dalgalı ve düzenli dağılımından kaçının. | |||
| Oluk kontrolü | Bobinin her iki yan taraf boyunca aynı anda kavisli bükülmesinden kaçının | |||
| kalınlık kontrolü | Düzensiz uzunlamasına ve enine bobin kalınlığından kaçının | |||
| Çapak denetimi | Bobinin genişliğinin her iki tarafında keskin, ince uçuşan mahmuzlardan kaçının | |||
| katlanır çek | Bobinin keskin bir şekilde bükülmesine neden olan buruşmaları veya katlanmaları önlemek için | |||
| testin genişliği | Tedarik gerekliliklerini değil genişlik ve tekdüzeliği önleyin | |||
| kalınlık tespiti | Kalınlık ve tekdüzelik tedarik gerekliliklerini önlemek ve "duvar kalınlığı güvence standardını" elde etmek | |||
| bileşen analizi | C, Si, Mn, P ve S'yi standarda göre analiz edin ve gelen malzeme listesi ile karşılaştırın. | |||
| mekanik test | Bobinin enine veya boyuna çekme testi | |||
| 2 | Hammadde şarjı | Bobin plakasını yerleştirin, bobin plakasının hazırlıktan önce kafese girdiğinden emin olun. | görünüm muayene | Çelik şerit özelliklerini onaylayın, et kalınlığı, malzeme, ölçü ölçüsü e ve kalifiye denetimden sonra üretime koyun |
| 3 | Çelik boru şekillendirme | Rulo tesviye Bobin formunu kabadan inceye değiştirmek için (yuvarlak bir boruya bobin)Hammadde rulo ile ortalanır | Rulo tesviye Kalıplama kalite denetimi | Kafes deposundaki bobin plakası bükülmüş görüneceğinden, beş silindir aracılığıyla nispeten düz olabilir Kaynak dikişinin açılma açısının düzgünlüğünü ve simetrisini sağlamak için açılma açısı boru çapına göre ayarlanabilir. |
| 4 | yüksek frekanslı kaynak | Bobini silindir şeklinde sıkıca kaynaklayın | Kaynak kalite denetimi | Çelik boru ürünlerinin genel kaynak kalitesini sağlamak için hassas basınçlı kaynak uygulamak için yüksek verimli ve akıllı otomatik katı hal yüksek frekanslı kaynak ekipmanını benimseyin. |
| 5 | Kaynak kazıma izi | Dış kaynağın kalan yüksekliğini kesin ve taşlayın | görünüm muayene | Dönen dikiş, serbest ağız ve kaynak eklemi çıkığı fenomenini önleyin; Kaynağın oluklanmasını ve her iki tarafta kaynak nodüllerini gerektirmez. Müşterilerin ihtiyacı olursa, hat gidermede iç kaynak çapağını uygulayabiliriz. |
| 6 | Çelik boru boyutlandırma | Kaynaklı borunun dış çapını ve yuvarlaklığını ayarlayın | Dış çap denetimi | Müşteri tarafından talep edilen aralık dahilinde |
| NDT (tahribatsız muayene) | Çelik borunun kalitesini etkileyebilecek kaynağın yüzeyindeki ve içindeki kusurları inceleyin | Test etmeden önce aleti ayarlayın | NDT tarafından çevrimiçi test | |
| 7 | Uçan testere kesimi | Alın kaynaklı borunun kesme ayarı | Boru muayenesi | Çelik boru yüksek hızda hareket ederken, izleme işlevine sahip uçan testere makinesi çelik boruyu sürekli hareket halinde kesebilir. |
| 8 | Boru ucu tutma | Boru ağzındaki çapakla başa çıkmak | Boru muayenesi | Boru ucunun pürüzsüz ve çapaksız olduğundan emin olun ve her bir çelik borunun "düz borunun net etkisini" elde edebildiğinden emin olun. |
| 9 | Asitleme çelik boru | Çelik boru yüzeyinde oluşan oksit ölçeği gibi çeşitli eşyaları çıkarın | asit konsantrasyonu | Sıcak daldırma galvanizli çelik borunun kalitesini sağlamak için gerçek zamanlı izleme, asit konsantrasyonunun ve dekapaj süresinin ve diğer işlem parametrelerinin sıkı kontrolü, çelik borunun yüzeyindeki demir oksit ve diğer safsızlıkların hızlı ve verimli bir şekilde çıkarılması |
| 10 | Sıcak daldırma galvanizleme | Pas koruması | Yüksek stabilite, çevre koruma sıcak yayılmış galvanizleme ekipmanı | Her sıcak daldırma galvanizli çelik boru üretim hattı bu ekipmanlara sahiptir. Çinko sıvı sıcaklığının, çinko daldırma süresinin, iç ve dış üfleme basıncının ve diğer önemli proses parametrelerinin on-line izlenmesi. Çinko tabakasının tekdüzeliğini, tutarlılığını ve stabilitesini sağlayın |
| 11 | Pasivasyon | Pasivasyon süreci | Pasivasyon sürecinin gerçek zamanlı izlenmesi | Her üretim ekibi, pasivasyon filminin etkisini sağlamak için pasivasyon sürecinin kilit kalite kontrol noktalarını sıkı bir şekilde kontrol eder, gerçek zamanlı olarak izler. |
| 12 | Ürün paketleme | Parça başına belirtilen çelik boru sayısına uygun olarak paketlenir | Salmastra bandı denetimi | Çelik borunun ambalajı altıgendir. Otomatik balya makinesi, her bir çelik borunun düzgün bir şekilde paketlenmesini ve güzel olmasını sağlar |
Üretim Prosedürleri
Her bir çelik boru parçası kaynağına kadar izlenebilir. YF-MES, her ürün için hammadde üreticisine, üretim ekibine, üretim tarihine, malzemeye, duvar kalınlığına ve çinko içeriğine kadar izlenebilen ömür boyu benzersiz bir tanımlayıcı üretir.
- ERW çelik boru
- Sıcak daldırma galvanizli boru
- Sıcak daldırma galvanizli kare boru
- Petrol ve Gaz borusu
- Ringlock iskele sistemi
- Kare/Dikdörtgen tüp
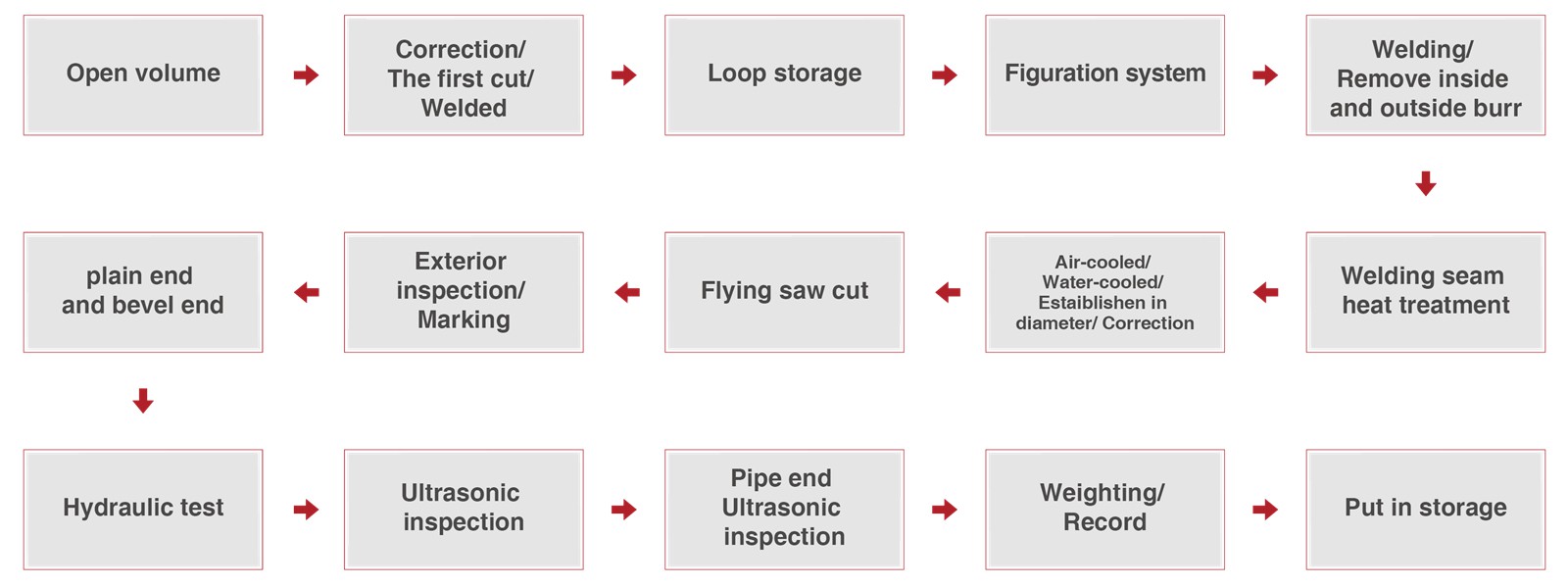
Elektrik Dirençli Kaynaklı Boru İmalat Prosedürleri

Sıcak Daldırma Galvanizli Çelik Boru İmalat Prosedürleri

Sıcak Daldırma Kare/Dikdörtgen Kaynaklı Çelik Boru İmalat Prosedürleri

Petrol Ve Gaz Boru Hattı İmalat Prosedürleri
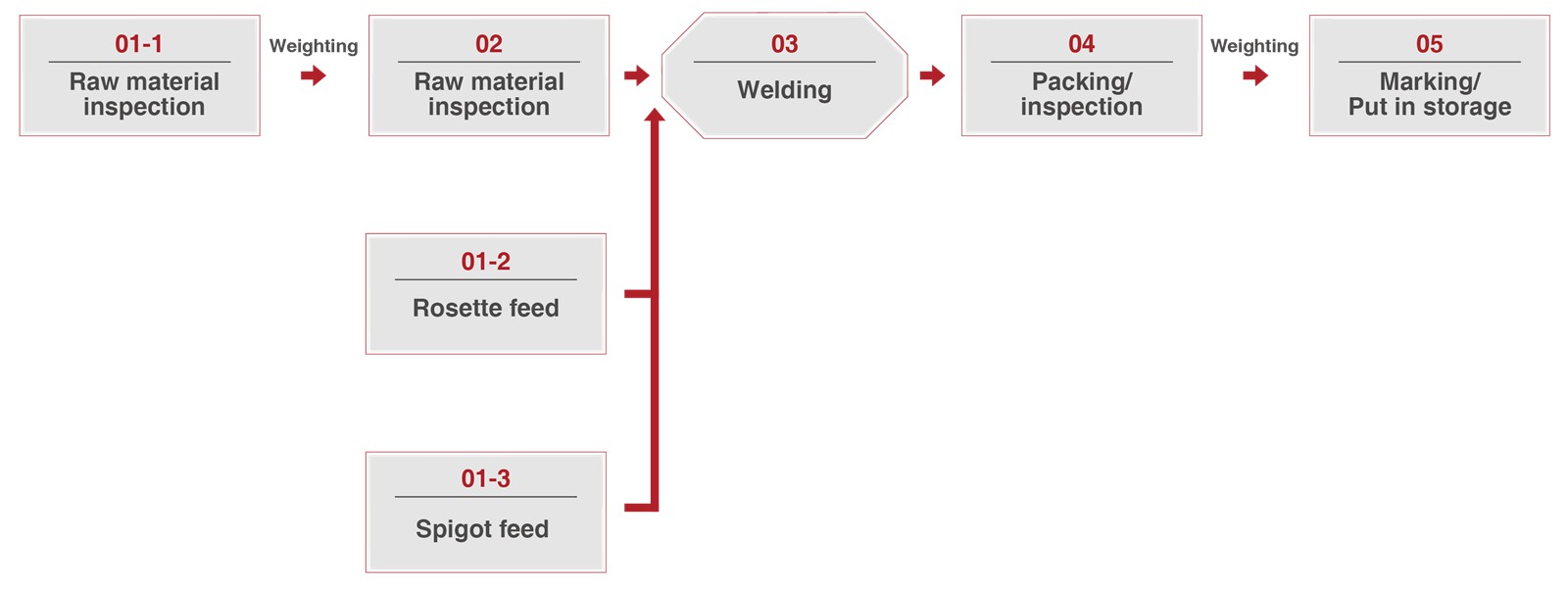
Ringlock İskele Sistemi(Ringlock Standardı) İmalat Prosedürleri
Kare/Dikdörtgen Kaynaklı Çelik Boru İmalat Prosedürleri
